















 LIDA® Tubular Anodes are designed for application in:
LIDA® Tubular Anodes are designed for application in:
ELTECH LIDA® tubular anodes are titanium tubes with a mixed metal oxide coating. The mixed metal oxide is a crystalline, electrically-conductive coating that activates the titanium and enable is to function as an anode.
The mixed metal oxide anode has an extremely low consumption rate, measured in terms of milligrams per ampere-year. As a result of this low consumption rate, the tubular dimensions remain nearly constant during the live of the anode – providing a consistently low resistance anode.
Whether operating in soil, freshwater, mud or sea water, ELTECH LIDA® mixed metal oxide coatings demonstrate very high chemical stability – even in environments with very low pH values. Unlike other impressed current anodes, the ELTECH LIDA® coatings are not affected by the generation of chlorine.
A LIDA® “anode string” is comprised of electrical cable threaded through one or more tubular anodes. Electrical connection between the anode and cable is via a patented, mechanical crimping process. The crimp connection is likewise utilized to seal the anode around the cable at both ends.
Since only a single cable lead protrudes from the hole, the junction box is eliminated when using a LIDA® string – reducing the cost of materials and labor.
String assemblies are also available in a looped configuration with two tails, or as multiple, staggered strings for system redundancy and maximum current distribution throughout the groundbed.
like any impressed current anode, proper groundbed design is paramount to optimum, low resistance performance. ELTECH Systems Corporation recommends the use of quality, conductive, carbonaceous backfill, a vent pipe and Ventralizers, suitable cable, and good design practices and understanding
In choosing the ELTECH LIDA® tubular anode, you have selected the most durable and reliable product in the industry for your cathodic protection needs. ELTECH LIDA® tubular anode strings are backed by a five-year, no hassle warranty.
Design, assembly and installation factors have been carefully considered so that your time and costs are minimized as much as possible.
In many cases, ELTECH LIDA® mixed metal oxide tubular anodes offer savings of 15 – 35% over competitive anodes on an installed cost basis.
The ELTECH LIDA® anode-cable assemblies are easy to handle, transport and install because of their unique flexibility. It makes your job on-site easier as well.
From the application of the coating to the design of the shipping crate, ELTECH’s attention to quality sets us apart.
The coating undergoes stringent quality control examination by SEP, X-ray and adhesion test methods throughout the coating process to assure proper thickness and application.
Anode strings are 100 percent tested for the quality of electrical conductivity and integrity of the seal.
Our personal attention to each detail of the quality control process assures you a superior, reliable product.
We are confident in our product and offer one of the best anode warranties available.
ELTECH offers groundbed design services to our customers. Our experienced personnel can assist you in designing the most efficient, cost-effective approach for many unique applications.
 Anode To Cable Sealing At Each End
Anode To Cable Sealing At Each End
Both ends of the tubular anode are sealed over the insulated cable by applying 50 tons of hydraulic pressure. This crimping process eliminates the need for mastic or resin sealants.
 Anode to cable electrical connection at center
Anode to cable electrical connection at center
Electrical connection between the tubular anode and the power cable wire is achieved by sliding the tube onto the cable and crimping a section of the tube at mid-length around a stripped portion of the cable.
Many impressed current anodes are connected to the cable with resin-based seals which may develop cracks or lose adhesion to the cable or anode. Moisture penetration also may occur, resulting in loss of electrical contact.
ELTECH LIDA® anodes are connected with a special crimping process which improves the life of the tubular anode system.
| Tublar Anode Dimensions | ||||||||
|---|---|---|---|---|---|---|---|---|
| Anode | Diameter | Length | Cores | Surface Area | ||||
| cm | inches | cm | inches | kg | lbs | m? | ft? | |
| 2.5/50 | 2.5 | 1.00 | 50 | 19.7 | 0.18 | 0.40 | 0.039 | 0.42 |
| 2.5/100 | 2.5 | 1.00 | 100 | 39.4 | 0.35 | 0.77 | 0.079 | 0.84 |
| 2.5/152 | 2.5 | 1.00 | 152 | 59.8 | 0.53 | 1.42 | 0.122 | 1.31 |
| ELTECH LIDA® Tubular Anodes Specification | ||||||
|---|---|---|---|---|---|---|
| Application | Anode Type | Life | Temp | Max. Rated Output (amps) | Temp | Max. Rated Output (amps) |
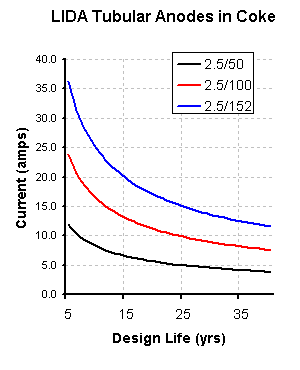
| Coke (Soil) | FW/ST 2.5/100 | 20 | 11.0 | |||
| FW/ST 2.5/50 | 20 | 5.5 | ||||
| FW/ST 2.5/152 | 1.00 | 16.9 | ||||
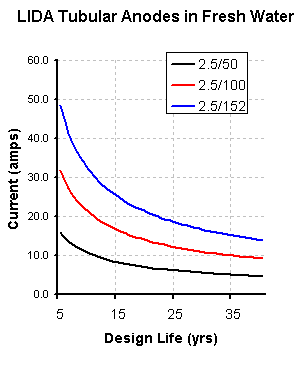
| Fresh Water | FW/ST 2.5/100 | 20 | above 5° C (40° F) | 13.5 | below 5° C (40° F) | 9.5 |
| FW/ST 2.5/50 | 20 | 6.8 | 4.8 | |||
| FW/ST 2.5/152 | 20 | 21.0 | ||||
| Brackish Water | FW/ST 2.5/100 | 15 | below 5° C (40° F) | 20 | below 5° C (40° F) | 14.0 |
| FW/ST 2.5/50 | 15 | 10 | 7.0 | |||
| Mud Fresh or Brackish | MT/ST 2.5/100 | 15 | below 5°C (40°F) | 11.2 | below 5°C (40°F) | 7.8 |
| MT/ST 2.5/100 | 15 | 5.6 | 3.9 | |||
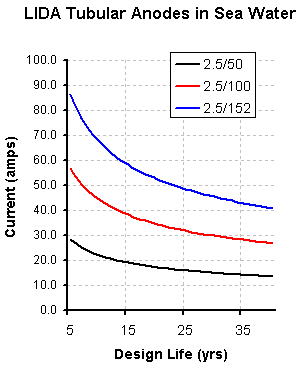
| Seawater | SWT 2.5/100 | 15 | above 10°C (50°F) | 37.5 | below 10°C (50°F) | 26.3 |
| SWT 2.5/50 | 15 | 19.0 | 13.3 | |||
| SWT 2.5/152 | 15 | 58.3 | ||||
| Mud – Saline | MT 2.5/100 | 15 | below 10°C (50°F) | 18.8 | below 10°C (50°F) | 13.2 |
| MT 2.5/50 | 15 | 9.5 | 6.7 | |||
ELTECH Systems Corporation recommends dual-insulated cable, such as PVDF/HMWPE cable for use where anodes operate in groundbeds high in chlorides – resulting in chlorines gas generation.
Where chlorides are not anticipated, such as shallow vertical and horizontal surface beds, an economical cable choice is HMWPE.
The high current capacity (150 amps) and flexibility of the Exane Rig cable makes it ideal for seawater applications.
| LIDA® Tubular Cable Recommendations | ||||||
|---|---|---|---|---|---|---|
| Type | Wire Size | Nominal | Jacket | Max Current Output | Features | |
| Weight kg/m | Length lbs/ft |
|||||
| HMWPE | #8 #6 | 0.13 0.18 | 0.09 0.12 | HMWPE HMWPE | 27 50 | Economical |
| PVDF/HMWPE | #8 #6 | 0.13 0.18 | 0.09 0.12 | HMWPE HMWPE | 27 50 | Chlorine-resistant |
| Exane Rig Cable | 4/0 | 0.90 | 0.61 | Exane irradiated cross-linked polyolefin | 560 | Highly Flexible High Current Capacity |
In groundbed design, it is important to remember that the purpose of the tubular anode is to provide current to the coke breeze column. Good design of a groundbed begins with first sizing the diameter and depth of the coke breeze column (active depth).
Parameters important to consider in the design are:
For optimum performance, Ventralizers should be used to assure that the tubular anodes will be located in the center of the groundbed. The Ventralizer’s unique design further allows the operator to attach the anode to the vent pipe – providing 1″ of separation between the anode and vent pipe. Standard sizes are 6″, 8″ and 10″, suitable for hole sizes ranging from 6″ to 12″.
Vent pipes should be used in all deep groundbeds. The importance of vent pipes includes.
It is important to keep the vent pipe clear. Therefore, hole or slit sizes should be smaller than the smallest particle size of the backfill to keep it from filling the vent pipe.
Selection and installation of a high-quality carbonaceous backfill is critical for proper performance of all types of groundbeds. Backfills should be pumped from the bottom of the hole and the fill pipe removed.
Backfills for ELTECH LIDA® tubular anodes must have the following characteristics.
| Metallurgical Coke | Petroleum Calcined Coke | |
|---|---|---|
| Resistivity | Max. 50 ohm-cm | Max. 50 ohm-cm |
| Particle Size | 0.1 – 3 mm (150-5 mesh) | 0.1 – 1mm (150-20 mesh) |
| Carbon Content | Min. 70% | Min. 90% |
In all groundbeds, regardless of anode types or bed geometry, the hole must be cleaned prior to installation of anodes, vent pipe and backfill. This prevents contamination of the backfill, which can cause high resistivity and short groundbed life.
LIDA® tubular anodes are available for saltwater, soil, fresh water and mud environments. These titanium activated anodes experience negligible consumption, yet can deliver electrical output higher than traditional anodes such as graphite, and high silicon/chromium cast iron. We will focus on how the LIDA® tubular strings are prepared and the quality control attendant with their manufacture.
The desired length of cable is pushed through the tubular anode units; each anode will have an anode-to cable electrical connection at the center of the tubular element and two sealing connections, one at each end of the activated titanium tube.
Initially, a section of the cable’s sheathing is removed to expose the copper wire. Two silver-plated copper sleeves are fixed over the copper wire. The cable is positioned inside the titanium tube, which is uniformly crimped around the sleeves providing the superior electrical connection. The compression pressure at the crimp is rated at 50 tons.
Both ends of the tube are sealed by the same proprietary technique. No potting or mastic compounds are used in the seals. Copper, iron, or aluminum rings are interposed between the coated titanium tube and the teeth of the swaging machine in correspondence with the anode-cable connection and seals. These rings prevent the formation of microcracks in those areas where the titanium is subject to intense cold-working.
LIDA® strings are custom-assembled to customer specifications, and delivered ready to install at the jobsite. Anode centralizers can also be factory-included, for further ease of installation. LIDA® tubular strings involve no field splicing, no heat shrinking. Specialty constructions are possible when required.


